Corimpex BWM 2000-1000TC (2010 | б/у) – установка для сварки балок

13 000 000 ₽
Цена с НДС. Оборудование подключено и готово к демонстрации.
В наличии
Производитель Италия. Есть видео работы линии, также можем показать онлайн. Год выпуска — 2010. Стоимость 13 млн. руб. с НДС.
Технические характеристики
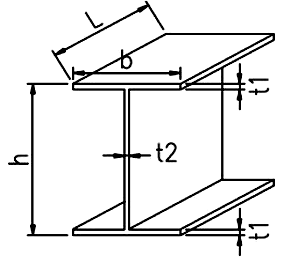
| Высота стенки (h) | 200–2000 мм |
| Толщина стенки (t2) | 6–40 мм |
| Ширина полки (b) | 150–1000 мм |
| Толщина полки (t1) | 8–60 мм |
| Длина балки (L) | 12 000 мм и более по требованиям Заказчика |
| Максимальная масса балки | 1000 кг/м |
| Главный цилиндр: | |
| — максимальный ход | 1900 мм |
| — максимальное усилие | 9 тон |
| Прихватка | не требуется, только одна прихватка передней грани балки |
| Скорость перемещения балки по рольгангам | 12 м/мин |
| Скорость сварки | 0,15–2,1 м/мин |
| Тип свариваемых балок | H, I, T, L, типа «звезда», коробчатая |
| Балка переменного сечения | макс. угол наклона одной из полок балки 20° |
| Технологии сварки | сварка под флюсом Single Arc, Twin Arc, Tandem Arc |
Комплектация линии
- Машина для сварки Т-образной балки — система центровки стенки относительно полки — 1 шт.
- Источник тока Lincoln Electric DC-1000 и доп. оборудования для сварки расщепленной дугой Twin Arc — 2 шт.
- Подающий рольганг — 1 шт.
- Система центровки / выравнивания полки и стенки, включая гидравлические тиски и магнитные зажимы — 1 шт.
- Принимающий рольганг — 1 шт.
- Панель управления
Базовая комплектация
- Тяжелое основание – 1 шт.
- Усиленные колонны – 2 шт.
- Вертикальная гидравлическая прижимная траверса для прижима стенки к полке — 1 шт.
- Приводной ролик для протяжки балки во время сварки — 1 шт.
- Механическая траверса с телескопическим гидроцилиндром передает давление прижима на стенку во время сварки — 1 шт.
- Давление достигает 140 бар, что соответствует 6 тоннам прижима
Стандартная система ЧПУ
Автоматизация центрирования стенки относительно полки и системы правки грибовидности полок включает:
- программируемый контроллер с ПК, подключенным к сети с возможностью удаленного доступа;
- 1 энкодер контролирует положение фланца;
- 1 энкодер контролирует положение стенки;
- фиксация / раскрепление левого верхнего ролика правки грибовидности с помощью гидроцилиндра;
- фиксация / раскрепление правого верхнего ролика правки грибовидности с помощью гидроцилиндра;
- 1 мотор для перемещения роликов центрирования стенки;
- 1 гидроцилиндр с противоположной стороны для фиксации стенки в зацентрированном положении;
- 1 мотор для перемещения роликов центрирования полки;
- 1 гидроцилиндр с противоположной стороны для фиксации полки в зацентрированном положении;
- 1 аналоговый датчик для контроля давления в вертикальном гидроцилиндре через систему контроллеров.
Оборудование LincolnElectric для обеспечения процесса TwinArc сварки
2 комплекта оборудования сварки под флюсом постоянного тока, включая:
- 2 головки Lincoln NA/3S;
- 4 катушки для проволоки;
- 2 контроллера Lincoln NA/3S;
- 2 комплекта горелок TwinArc для проволоки диаметром от 1,6 мм до 2,0 мм;
- 2 набора управляющих и силовых кабелей;
- 2 источника тока DC 1000 дающих 1000 А при ПВ 100%.
| Процесс сварки TwinArc (DC) | По одной головке с каждой стороны |
| Максимальный катет за один проход | 9х9 мм |
Специализированные сварочные горелки corimpex (2 шт.) для сварки под флюсом
- ПВ 100% на токах 1000 А (вместо ПВ 100% на токах 600 А у обычных горелок)
- ПВ 80% на токах 1200 А
- Простая надежная конструкция
- Отсутствие лишних дорогостоящих комплектующих и расходных материалов
- Стойкость контактного наконечника 15–20 рабочих смен (в 15–20 раз превышает стойкость обычного наконечника)
- Цельный наконечник под 2 проволоки (вместо традиционных двух отдельных наконечников), что сокращает время смены наконечников
- Простое прямое позиционирование контактного наконечника с помощью гайки (вместо традиционного наклонного позиционирования наконечника с помощью специализированной бобышки)
Система автоматического слежения за стыком
Система предназначена для высокоточного позиционирования сварочной горелки относительно сварочного стыка, что существенно повышает качество сварного шва. Такая система установлена с каждой стороны заготовки. Итого 2 шт.
Каждая из двух систем состоит из кронштейна; пневмоцилиндра; суппорта, закрепленного на штоке пневмоцилиндра, со следящими роликами.
Подающий рольганг
- 4 поворотные фиксаторы для поддержания стенки в вертикальном положении
- 2 площадки со стационарными фиксаторами для поддержания стенки в вертикальном положении
- один специальный гидравлический поджимной ролик на станции прихватки
- 2 центратора для полки балки для задания требуемого направления движения
- 1 пакет гидравлики для обеспечения работы гидравлических кантователей и центрирующих устройств
Система центровки/выравнивания стенки относительно полки
- 1 гидравлическое центрирующее устройство (тиски с продольным ходом 200 мм) для выравнивания торцов полки и стенки
- 1 специальный гидравлический поджимной ролик на станции прихватки
- 8 электромагнитов прикрученных на поворотных «руках» для фиксации стенки балки во время перемещения полки для выравнивания торцов
Принимающий рольганг
- 2 холостых ролика на фиксированной высоте
- 5 приводных роликов с настройкой по высоте с помощью гидроцилиндров, включая:
- моторы;
- специальные редуктора;
- гидроцилиндры;
- гидрошланги;
- гидравлические электроклапаны;
- 3 независимых пакетов гидравлики.
Фото


